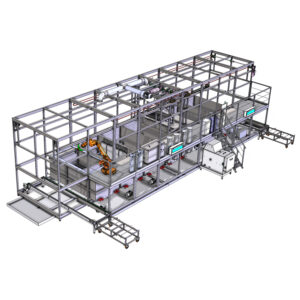
Before the cleaning process can begin, a transport basket is moved into the module plant on the roller carriage. There, the operator positions the carriage and basket in the specified position at the beginning of the cleaning line. The door can then be closed and the start button pressed, whereby the PLC control only starts the process if all doors have been locked beforehand. Now a 4-step cleaning process begins.
An automated gripper picks up the basket and transports it to the first cleaning tank, where immersion cleaning via ultrasound in warm alkaline solution takes place: The basket now oscillates in the solution with the lid closed. During extension, the components are sprayed with demineralized water via a spray ring.
After cleaning, the lid opens, the transport basket is picked up again by the gripper, moved to the second station and the lid closes.
Once there, the operator has the option of performing a manual visual inspection, opening a window if necessary, and using a spray device to rinse off any residue that is still visible.
The basket is then moved down to the second cleaning tank, where an immersion rinse in demineralized water at ambient temperature takes place. The demineralized water does not contain any salts, ions or minerals and therefore does not leave any residues on the sensitive surfaces of the workpieces.
The next cleaning step takes place in a basin with dewatering liquid by means of immersion cleaning. Here, the basket loaded with the workpieces is slowly moved into the solution so that phase formation can take place and residual water is effectively displaced.
The final cleaning step involves immersion treatment in a preservative solution at ambient temperature, which provides additional surface protection.
The gripper then places the transport basket back onto a second trolley, which is ideally placed in the cleaning process before it starts in the
unloading station was positioned. If there is no trolley, sensors automatically detect this and stop the set-down. Once the basket is placed on the trolley, the safety door can be opened and the items to be cleaned can be moved out of the system. All automated processes stop after opening.
A sophisticated filtration system effectively filters contaminated process media to high purification standards (> 10 μm) in a closed loop throughout the purification process. All vapors generated during the cleaning process are discharged upwards through the roof of the plant. A drip pan underneath the system provides additional protection against the escape of liquids.